Introduction
Recently my 1 Euro 20 Stirling fell on the floor of my workshop in several pieces. The thing was beyond saving and so I decided to create a new one. I took the opportunity to introduce some improvements that have to do with the performance but also with the manufacture ability. Usually super small is more difficult to make than large, although some modelers sometimes have a different idea about that, a misunderstanding if you ask me.
Basically I have made the model slightly larger by using 50 Euro cents coins for both the hot cylinder plates and the flywheel; three 50 Euro cent coins, so together 1 Euro 50, which explains the name. These are the biggest Euro coins that makes the engine content about 20% greater than the 1 Euro 20 Stirling. Still very small, but the power is thus somewhat bigger and that is not a luxury in this case.
Furthermore, I changed the crankshaft construction radical with the flywheel coin in the middle where that also serves as one of the three crank webs; a simpler and more robust design and that also is a significant improvement.
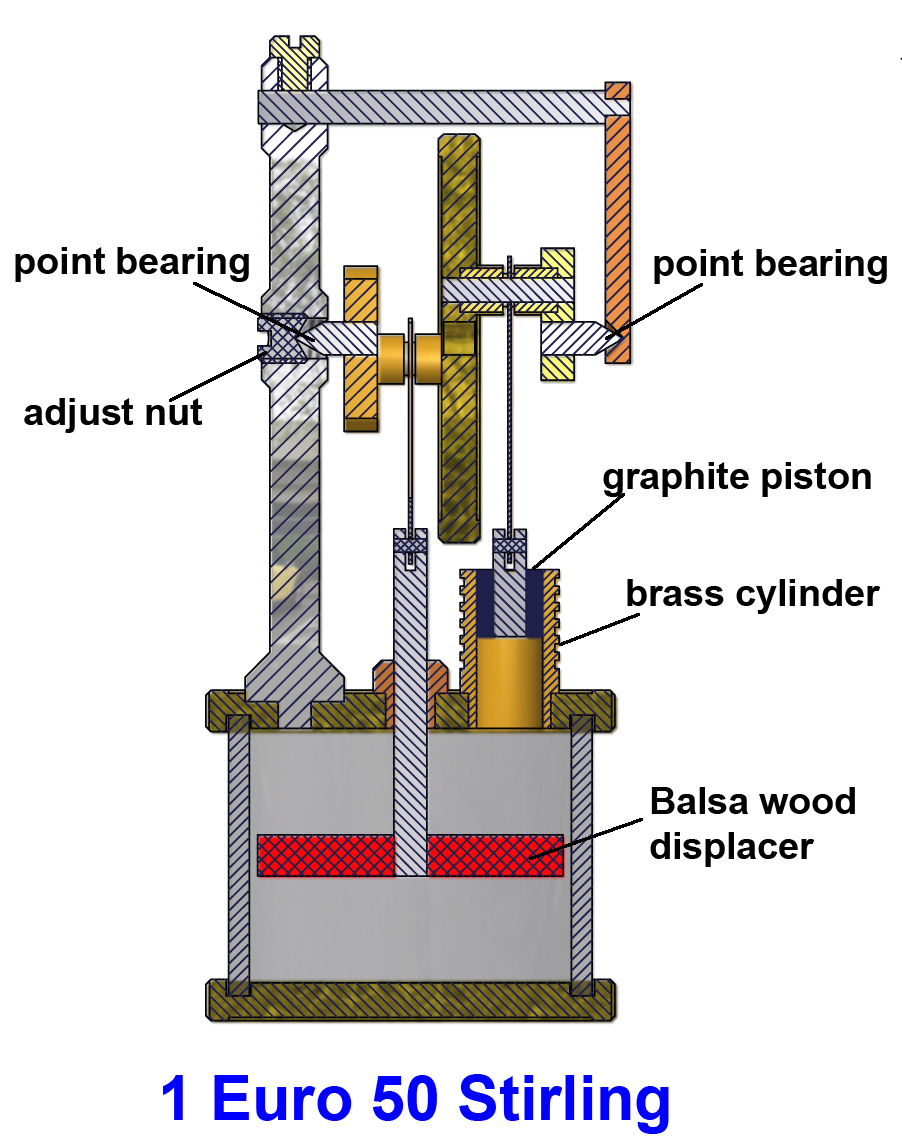
The following figures illustrate the CAD design:
The improvements in a row
1. Instead of soldering I have here glued everything with Loctite 603 with what almost all materials (including glass) can be immovably connected. This watery thin Loctite 603 can be dosed easily so that it is flowing nicely through the capillary action in the glue gaps. This provides not only a very strong connection but also a complete air tightness, which is a prerequisite for Stirling engines. Also a nice feature is that the connection gets stuck only after about 10 to 15 minutes, giving you plenty of time to position all parts relative to each other. After 24 hours the glue reached full strength which means that it never loose under normal conditions.
Another advantage is that after curing nothing need be finished as usually is the case with soldering which usually does not make the looks nicer. Provided you do not dose more glue than necessary and neatly in place you will see not more than a very thin and uniform light green edge, truly perfect.
2. In order to make the friction as low as possible I also applied graphite again for the small working piston and a glass cylinder for it. I cut this working cylinder from a glass tube with inner diameter 5mm with a very small tolerance of about + / - 0.01 mm that I accidentally had lying around; the graphite piston is running virtually without any friction in that!
Note: If you absolutely cannot obtain such a glass tube and/or graphite it is also possible to make the working piston and its cylinder ie from brass, provided you polish them nicely and very smooth into each other.
3. The cylinder for the displacer is also made of glass, of which the inner diameter does not have to be that accurate because the displacer therein must have a relative big clearance (gap) of about 0.5 mm and may not touch anything there. The air in the system is streaming along this gap, cyclically from the hot to the cold zone and visa verse which is typical for the Stirling process. For this "warm" cylinder any other arbitrary material can be used if necessary, such as (yes or non-transparent) plastic material, provided that it can withstand a temperature up to approximately 100 degrees Celsius.
4. I made the displacer from 2.5 mm thick Balsa wood, a very light and pretty stiff material having also a good thermal insulation property. I first glued a slightly oversized Balsa disc exactly perpendicular to the displacer axle with acrylic instant glue and allow to harden first. Then I grind the diameter of the displacer gently round to the correct diameter with the displacement axle in the three claw chuck of the lathe. For grinding I used my Dremel high speed tool with the well known russet grinding disc. The best way is to fix the Dremel on the lateral support of the lathe for what I made a special attachment.
I colored the displacer finally red with watercolor paint, but that is only a cosmetic purpose.
5. Instead of making and gluing the more difficult little forks on the piston and displacer axis I here made the slots for the connecting rods directly in the piston and displacer-axis, again with the 0.6 mm wide Dremel grinding disc. It is simpler and it saves space in the vertical direction so that the driving rods can be made just a bit longer, which will benefit the smooth running of the engine.
6. The crankshaft has nearly frictionless point bearings, adjustable in the horizontal direction. Compared with the previous version, this construction is better defined and more robust.The engine performance
The power of this mini Stirling is extremely low and the frictions that must be overcome are not proportionally smaller than in larger models. Contrary to what one might expect, this means that the temperature difference between the lower and the upper coin must be relatively high. On a cup with boiling water the lower coin will not be warmer than 60 to 70 degrees Celsius which is just not enough to let the engine to run reliable. I have therefore created a brass support with a tea candle light with what the lower coin can be heated to about 100 degrees and then the thing will run as a sewing machine; see the picture and video below. Take care that the temperature does not exceed 120 degrees because of the glue bonding's and the Balsa displacer. If the engine speed becomes very high it is recommended to blow out the flame and to position the heated plateau somewhat higher. This all depends on the flame size that can fluctuate with this kind of tea candle lights.
One sometimes thinks that making very small models is easier, but that is a misunderstanding. Very small usually means "surgeon work" and you need some special experience for that. It is quite a challenge to make the frictions in this mini system very low and making good air tightness at the same time. More suitable for watchmakers than for modelers with gnarled hands.

Video:
Drawing plan
The CAD plan I made for this 1 Euro 50 Stirling is available for anyone interested; click here for a request by mail.




Nice replica' made by Txema Egizabal:

Nice replica made by
Ad van Nispen: