De aanleiding tot dit project.
Bij een 3D printer wordt een kuntstof filament (draad) naar een verwarmde nozzle geleid alwaar deze kunststof ter plekke smelt. Het vloeibare materiaal wordt laagje voor laagje geëxtrudeerd om het te printen object te vormen. Het printen gebeurt in laagjes, per laagje wordt de kop in twee richtingen aangestuurd volgens een tekenpatroon dat ingebracht is in een processor. Aldus ontstaat het beoogde 3 dimensionele voorwerp.
Het filament zit op een spoel en wordt daarvan stapsgewijs afgewikTkeld naar de nozzle gedurende het spuitproces.
Het is eigenlijk altijd wel zo dat er uiteindelijk een situatie ontstaat waarbij een restant van het filament op de spoel te weinig is voor een nieuw te maken object waardoor dit in feite verloren gaat, hetgeen indruist tegen het gevoel van nuttig materiaalgebruik.
Mijn schoonzoon Maarten heeft zo'n 3D printer en was op zoek naar een methode waarbij zo'n restant van een filament aan het begin van een nieuw filament kan worden aangesmolten en wel zodanig dat de las die daarbij ontstaat de nozzle zonder probleem kan passeren. Omdat hij iets dergelijks nergens op internet kon vinden vroeg hij mij (als modelbouwer) of ik misschien een idee had hoe dit zou kunnen.
Nu heb ik in het verleden wel eens aandrijfsnaren gemaakt waarbij ik de uiteinden van een recht stuk kunststof draad aan elkaar smolt door die tegen een dun en verhit metalen plaatje te drukken en de gesmolten uiteinden vervolgens tegen elkaar te drukken. Op basis van dit principe heb ik nu een opstelling gemaakt voor het "kopje-kontje" aaneen smelten van 3D printer filamenten.Het ontwerp van deze filament fuser
In dit geval was het de uitdaging om de relatief dunne filamenten met een diameter van 1,75mm zodanig aan elkaar te smelten dat de hartlijnen ervan mooi op elkaars verlengde zouden liggen om de las probleemloos door de nozzle van de 3D printer te laten lopen. Handmatig, zoals ik dat met de minder kritische aandrijfsnaren deed, zou dit hier vrijwel zeker niet het gewenste resultaat opleveren.
De ruiterunit.
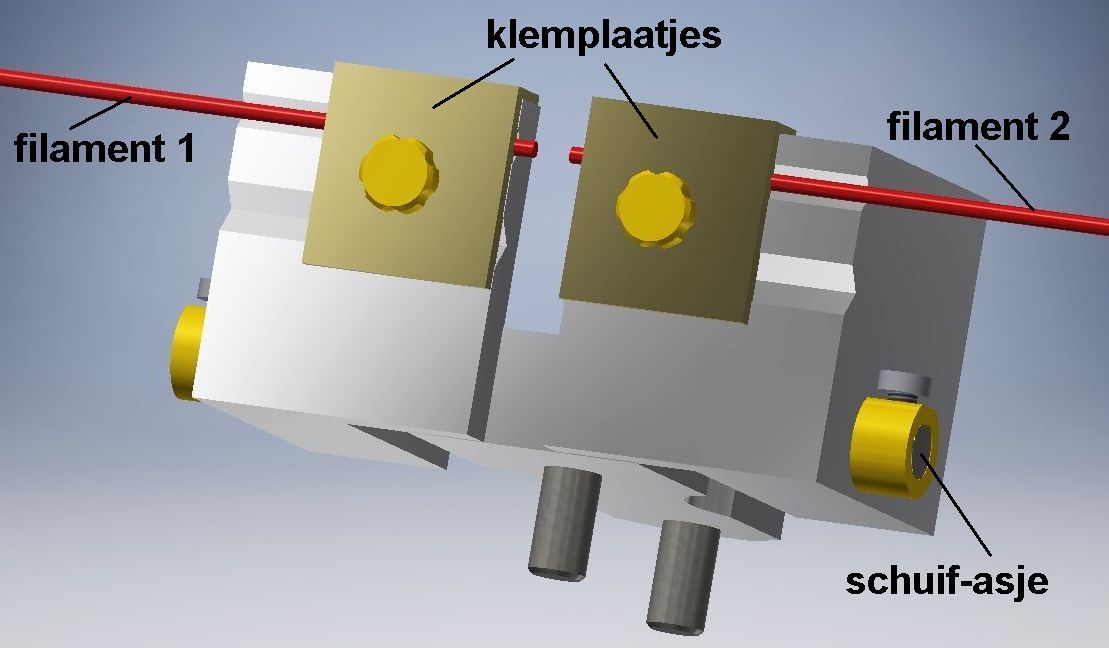
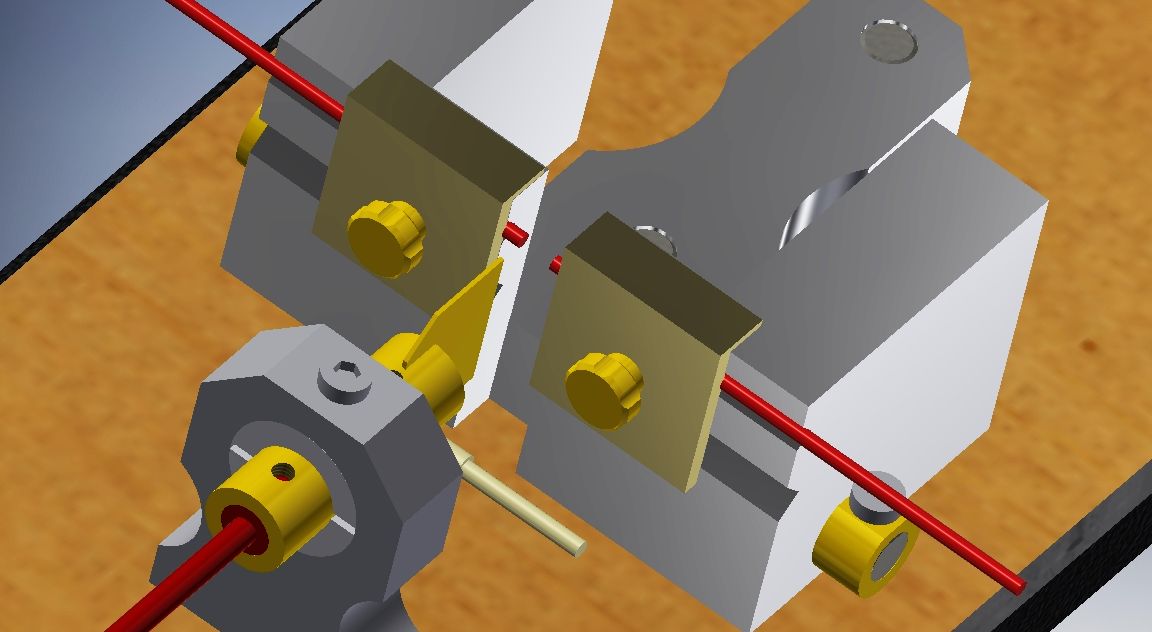
Ik besloot daarom een unit te maken met twee aluminium blokjes (verderop "ruiters" genoemd) waarin op exact dezelfde hoogtes twee V-vormige sleufjes zitten waarin de twee aan elkaar te lassen filamenten kunnen worden vastgeklemd met drukplaatjes. Voor de ook gangbare dikkere filamenten met diameter van 2,85mm heb ik daaronder tevens een tweede set sleufjes gemaakt met evenredig grotere diepte. Die filamenten kunnen door dezelfde drukplaajes worden vastgeklemd.
Deze twee ruiters zitten beiden op hetzelfde schuif-asje waarop ze in horizontale richting uit elkaar of naar elkaar toe bewogen kunnen worden. De filamenten steken slechts ca 2mm voorbij de klemplaatjes zodat welhaast niet anders kan dan dat de hartlijnen van de filamenten daar ter plaatse exact op elkaars verlengde liggen. De filamenten zoals ze van de spoel afkomen zijn wel wat gekromd en het is daarom raadzaam om de gedeelten die op de ruiters worden geklemd eerst zo goed mogelijk recht te buigen omdat anders de 2mm eindjes toch nog een ongewenst kleine hoek met elkaar zouden kunnen maken.
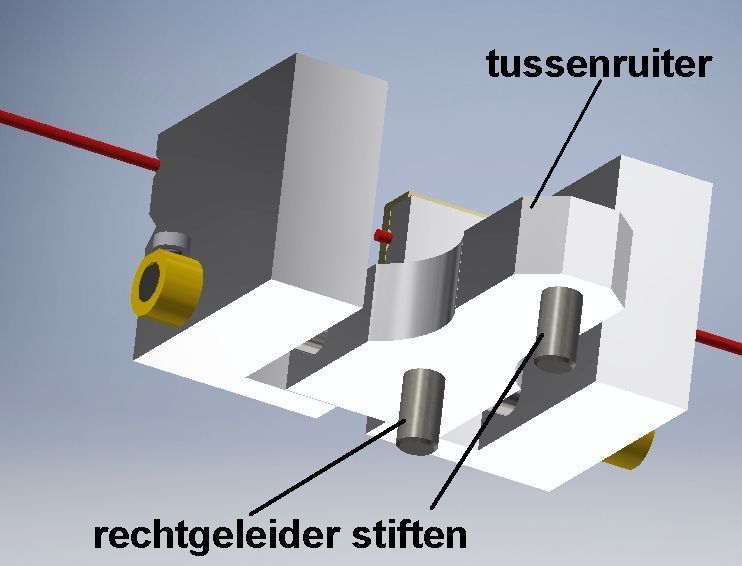
Tussen de twee ruiters voor de filamenten zit een tussenruiter die op hetzelfde schuif-asje is vastgeschroefd.
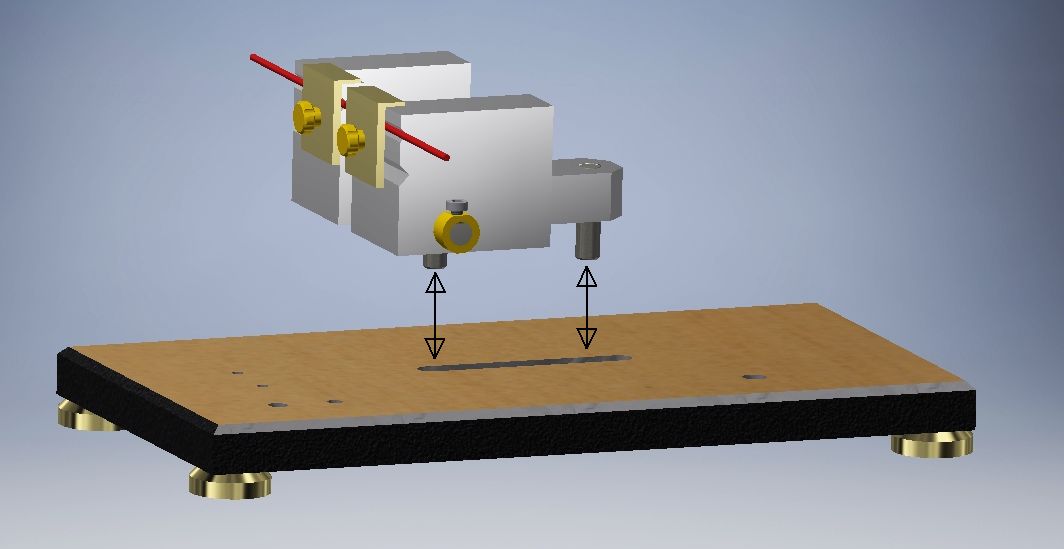
Onderaan die tussenruiter zitten twee stiften die in een sleuf in de bodemplaat passen waardoor de hele ruiterunit rechtlijnig op deze bodemplaat naar voren en naar achteren kan worden geschoven met een slag van 10mm.
De heater unit.
Om de uiteinden van de filamenten te laten smelten wilde ik ze dus tegen een dun messing plaatje drukken waarvan de temperatuur minimaal gelijk is aan de smelt temperatuur van het filament materiaal dat 210°C bedraagt. Ik maakte daarvoor een messing cilindertje waar ik aan het ene eind het messing plaatje hard soldeerde. Aan de andere kant van het cilindertje zit een centrale boring waarin een heater die veelal gebruikt wordt voor 3D printers is vastgezet. Zo'n heater is in feite een elektrische weerstand die volgens mijn waarneming met een stroom van ca 2 ampere de cilinder 210°C warm maakt en daarmee ook het dun messing plaatje. Dwars op de cillinder zit ook nog een temperatuur sensor waarmee de temperatuur kan worden uitgelezen middels een elektronisch circuit dat door schoonzoon Maarten zal worden gemaakt en waarvan ik geen verstand heb maar Maarten des te meer.
Deze heater en ook de temperatuur sensor zijn voor een paar Euro te koop bij Aliexpress, klik hier.
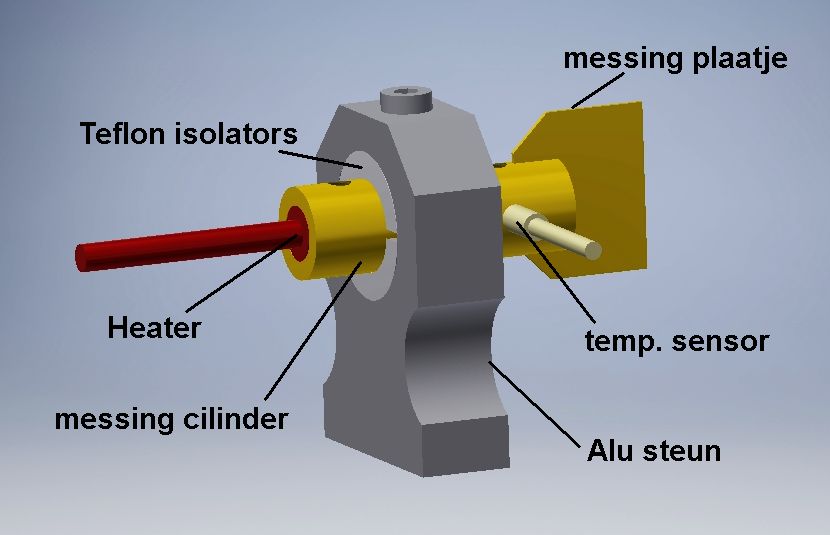
De cilinder zit in een aluminium steun geklemd die op zijn beurt op de bodemplaat is geschroefd. Om warmteverlies naar deze steun te voorkomen dan wel te minimaliseren zitten er tussen de cilinder en de steun twee Teflon schaaltjes die de warmte slecht geleiden. De smelt temperatuur van Teflon is 327°C zodat die de 210°C van de cilinder gemakkelijk overleeft.
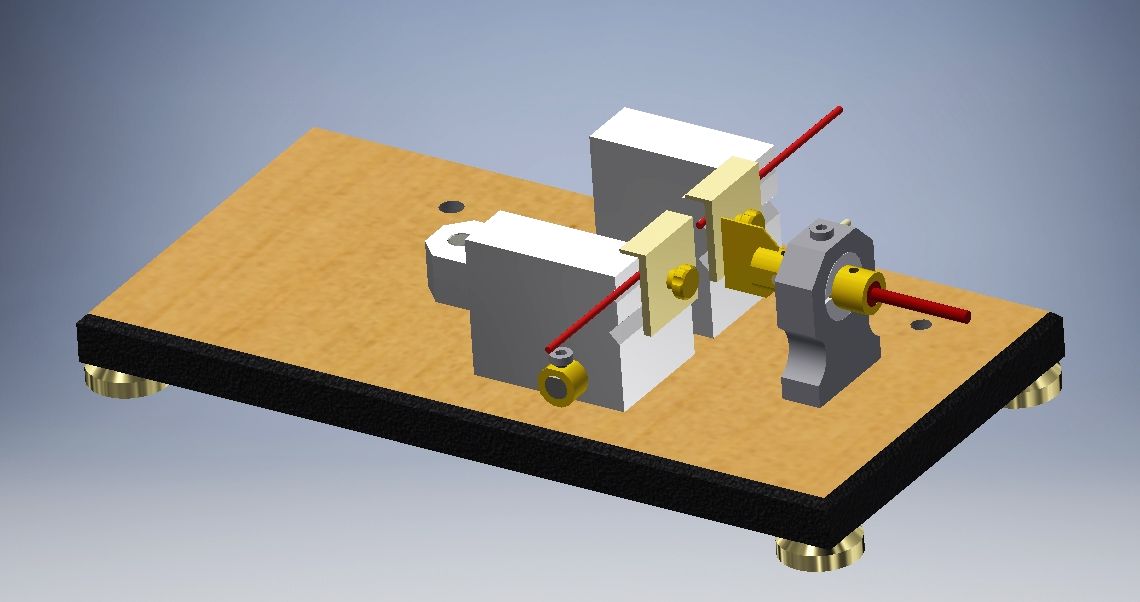
De heaterunit staat zodanig tegenover de ruiterunit opgesteld dat de filament uiteinden over het verhitte plaatje kunnen worden geschoven.
Het smeltproces.
Experimenteel heb ik dus vastgesteld dat het messing plaatje de smelttemperatuur van het filament materiaal bereikt bij een stroom van ca 2 ampere hetgeen het geval is met een voedingsspanning tussen 12 en 13 volt op de heater. De opwarmtijd daarvoor bedraagt dan ca 5 minuten. Dit kan eventueel gecontroleerd worden door een proefstukje van een filament handmatig tegen het plaatje te drukken.
Als die temperatuur bereikt is kan de hele ruiterunit in de richting van de heaterunit geschoven worden zodat het hete plaatje zich tusen de filament uiteinden bevindt. Vervolgens de twee ruiters naar elkaar toe bewegen om de filament oppervlakken met lichte druk tegen het plaatje te drukken. Als de filamenten zichtbaar smelten de ruiterunit weer naar achter terug schuiven en meteen daarna de ruiters naar elkaar toe bwegen waardoor de filamenten samensmelten. De ruiters in die achterste positie meteen weer wat uit elkaar schuiven tegen de aanslagen op de uiteinden van het schuif-asje waardoor de nog wat vloeibare las zich wat insnoert.De ruiterunit van de bodemplaat aftillen en de aandrukplaatjes daarvan los schroeven zodat de de aaneengesmolten filamenten los komen.
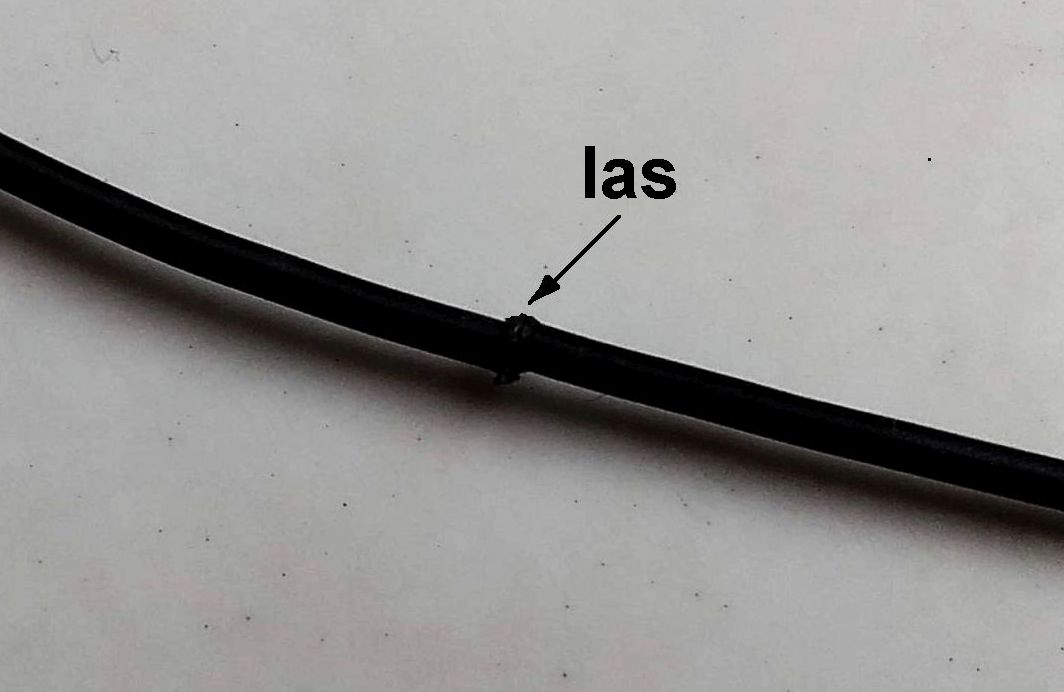
De las is voor zover ik kan nagaan net zo sterk als het filament materiaal zelf.
Rondom de las kan er een min of meer grote uitstulping overblijven. Die kan zonodig weggeknipt worden met een scherp nagelknippertje als mocht blijken dat bij het doorvoeren van de las langs de printer nozzle een probleem zou opleveren.Het resultaat in de praktijk.
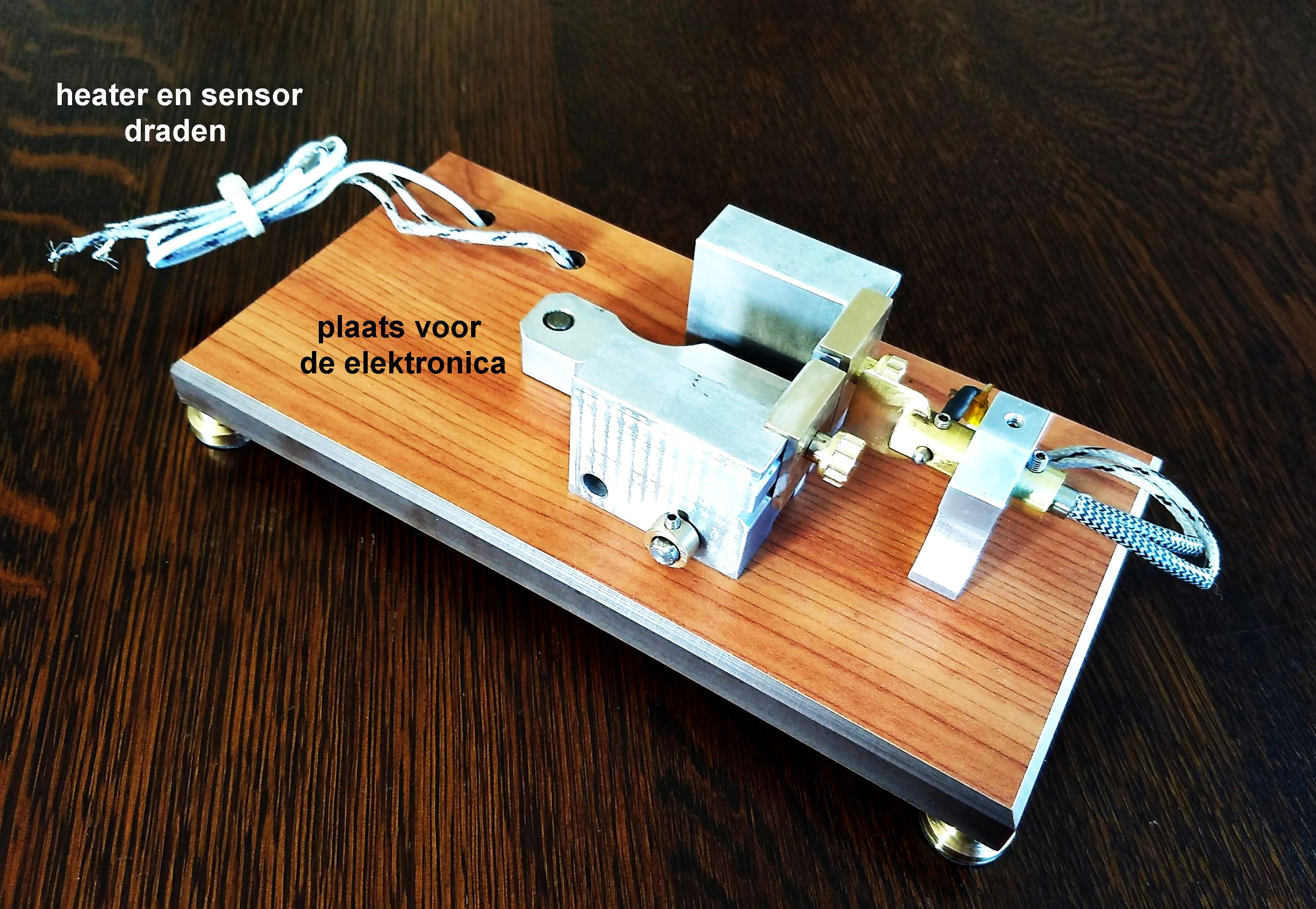
Ik heb de bodemplaat van harde Trespa kunststof gemaakt met houtmotief. Niet alleen omdat dit goed oogt, maar vooral ook omdat de ruiterunit daar met lagere wrijving overheen schuift dan b.v. over aluminium. Deze bodemplaat staat op vier messing voetjes waaronder ik stroef rubber heb gelijmd waardoor voorkomen wordt dat het geheel gaat schuiven over de tafel tijdens het smeltproces.
De aansluitdraden van de heater en van de sensor heb ik van voren naar achteren geleid langs een sleuf in de onderkant van de bodemplaat die afgedekt is met een plexiglas plaatje Op die achterkant van de bodemplaat zullen die draden aangesloten worden op het elektronisch stuurcircuit.
Ik heb van deze filament fuser ook het onderstaande YouTube filmpje gemaakt met onder andere ook wat beelden van het smeltproces:
Tenslotte.
- Ik heb bij de proefnemingen eenvoudigweg een vaste spanning van 13 volt op de heater gezet en geconstateerd dat alles goed heel blijft, ook bij langere duur van opwarmen. Maarten gaat echter een vernuftg microprocessor programma maken dat middels het uitlezen van de sensor de temperatuur van het messing plaatje voortdurend gehandhaafd wordt rondom de smelttemperatuur van de filamenten. Dit is niet alleen fraaier maar het maakt ook dat hij voor de voeding dan gebruik kan maken van een standaard netvoeding voor een laptop PC waarvan de open spanning 19volt bedraagt.
- Ik heb van deze flament fuser ook een CAD tekenpakket gemaakt. Voor een aanvraag daarvoor klik hier.